Przetłumacz tę stronę:
Co to jest napięcie powierzchniowe?
Aby powiększyć powierzchnię cieczy, konieczne jest zastosowanie określonej siły. W tym celu musi być wniesiony pewien wkład pracy. Napięciem powierz-chniowym oznacza się stosunek wykonanej pracy, która musi być wykonana dla zwiększenia powierzchni (przyrost powierzchni cieczy), i która powstaje w efek-cie wniesionego dodatkowego nakładu:
σ = ΔW/ΔA (jednostka SI: N/m)

W wyniku istnienia napięcia powierzchniowego ciecze nabierają skłonności do minimalizacji swojej powierzchni, co w następstwie prowadzi do tworzenia kształtu sferycznego (kula posiada najmniejszą powierzchnię spośród wszyst-kich brył o tej samej objętości).
Co to jest graniczne napięcie powierzchniowe?
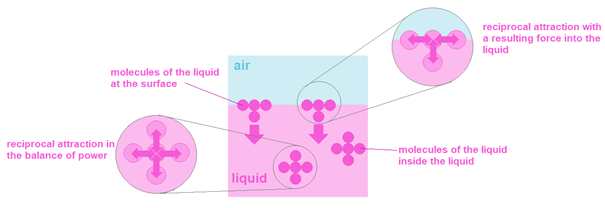
Wewnątrz cieczy wszystkie molekuły są otoczone w jednakowym stopniu przez współistniejące inne molekuły, w wyniku czego między nimi powstają określone siły przyciągające. Z uwagi na symetryczny podział istniejących sił przyciągania na brzegu cieczy (granica faz) powstaje pewna siła, która skierowana jest do jej środka.
Z tego względu napięcie powierzchniowe oznacza się także jako graniczne. Określenie graniczne napięcie powierzchniowe stosuje się przy przejściu cieczy do jakiegoś innego podłoża, chodzi tutaj np. o powierzchnię metalową, podczas gdy o napięciu powierzchniowym mówi się przy przechodzeniu cieczy do powietrza.
 |
Przejście powietrze / ciecz: tutaj wykorzystywany jest pojęcie napięcia powierzchniowego |
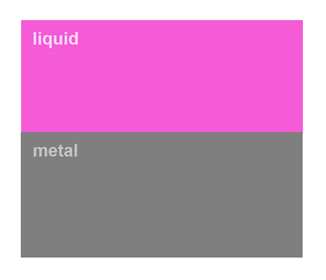 |
Przejście ciecz / metal: zachodzące procesy określa się w tym przypadku jako graniczne napięcie powierzch-niowe |
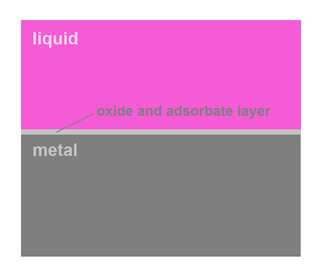 |
W przypadku tego przejścia (ciecz / metal) należy zauważyć, że ściśle biorąc chodzi tutaj o przechodzenie warstwy tlenku lub adsorpcyjnej (dwutlenek węgla i węglowodory) na powierzchni metalu do cieczy |
Czym jest jest zwilżalność metali?
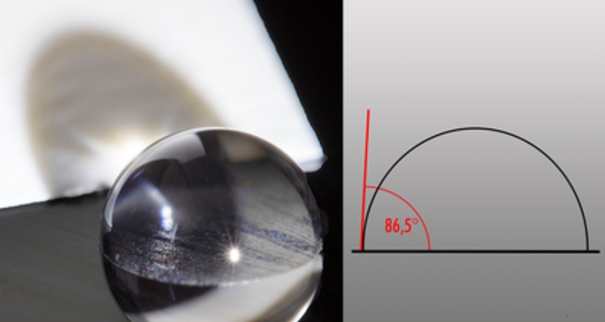
Miarą zwilżalności powierzchni metalowej przez naniesioną ciecz (przykładowo w formie kropli lub przez rozprowadzenie pędzlem) jest kąt Θ powstający na styku dwóch faz. Zwilżalność powierzchni rośnie z malejącym kątem Θ.
Proces zwilżania opisuje równanie Younga:
cos Θ = (σs – σLS)/σL
przy czym
σL = napięcie powierzchniowe cieczy
σS = napięcie powierzchniowe metalu
σLS = napięcie powierzchniowe na granicy między metalem a cieczą
Θ = kąt na granicy faz (kąt styku lub kąt zwilżania) cieczy na metalu
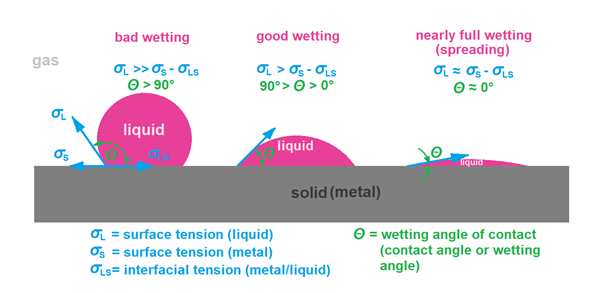
Samoczynne rozchodzenie się cieczy na powierzchni metalowej (rozpływanie się oleju naniesionego pędzlem lub kropli jest określane także jako rozprze-strzenianie się) jest uzyskiwane przy kącie Θ = 0° (co odpowiada cos Θ =1). W tym przypadku w równaniu Younga zachodzi: σL = σS – σLS .
Ponadto σLS << σS , obowiązuje dla cieczy, która ma za zadanie zwilżyć powierz-chnię metalu: σL < σS. Skutkiem tego powstaje następująca zależność: jeżeli napięcie powierzchniowe cieczy jest mniejsze aniżeli napięcie powierzchniowe metalu, następuje jego zwilżenie, jeżeli natomiast napięcie powierzchniowe cieczy jest większe od napięcia powierzchniowego metalu, wówczas zwilżenie nie zachodzi..
Ustalenie napięcia powierzchniowego dla metalu
Wartości napięcia powierzchniowego podane w literaturze fachowej odnoszą się przede wszystkim do metali w stanie płynnym w pobliżu temperatury top-nienia. Tymczasem do ustalenia zwilżania istotne jest napięcie powierzchniowe powierzchni metalowych pokrytych warstwami tlenków lub adsorpcyjnymi w temperaturze otoczenia. Wartość napięcia powierzchniowego (wolna energia powierzchniowa) może zostać ustalona na przykład za pomocą Mobile Surface Analyzer – MSA firmy KRÜSS GmbH www.kruss-scientific.com. W tym przypad-ku na badaną powierzchnię naniesione zostają dwie krople dwóch różnych cieczy (o różnym napięciu powierzchniowym) i poprzez wyznaczenia kąta na granicy faz możliwe staje się ustalenie napięcia powierzchniowego metalu.
 |
 |
 |
|
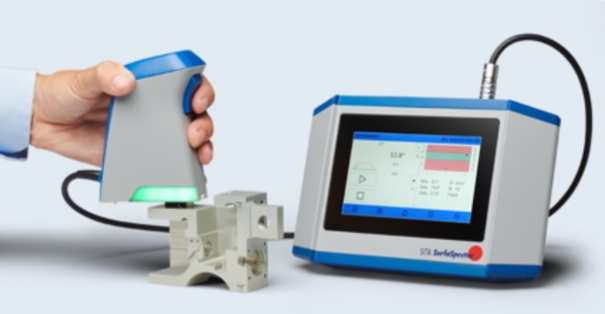
Jako kolejnego oferenta należałoby wskazać firmę SITA Messtechnik GmbH www.sita-process.com. SITA dostarcza system pomiarowy do „szybkiej oceny zwilżalności w procesie wytwarzania przez pomiar kąta na granicy faz”. W przy-padku SITA SurfaSpector jest to przyrząd do ręcznego pomiaru zwilżalności przykładowo powierzchni metalowych przed i po obróbce albo po czyszczeniu. W tej metodzie na powierzchnię przeznaczoną do badania nanoszona jest za pomocą przyrządu dozującego znajdującego się w głowicy czujnika jedna kropla (1 µl) wody o wysokiej czystości. Za pomocą kamery o wysokiej rozdzielczości na front-end czujnika następuje zapisanie konturu kropli, na podstawie którego można z kolei wyznaczyć kąt występujący na granicy faz..
 |
 |
Co to jest metoda tuszu testowego?
Kolejnym sposobem za pomocą której można ustalić napięcie powierzchniowe metali w temperaturze otoczenia jest zastosowanie metody tzw. tuszu testo-wego. W tym przypadku tusz testowy o ustalonym napięciu powierzchniowym nanoszony jest za pomocą pędzla na badany metal. Jeżeli tusz zwilża powierz-chnię metalu, wówczas jego napięcie powierzchniowe (graniczne napięcie powierzchniowe) odpowiada wartości tuszu lub znajduje się nawet powyżej. Jeżeli natomiast tusz testowy perli się, wówczas napięcie (graniczne napięcie powierzchniowe) jest mniejsze od napięcia powierzchniowego tuszu.

Tusze testowe dostarczane są na przykład przez firmę arcotest GmbH www.arcotest.info. Tusze testowe PINK występują w zakresie napięć powierz-chniowych w granicach od 22m N/m do 60m N/m, wrastając co 2 mN/m.

Dlaczego wiedza o napięciu powierzchniowym na metalu jest bardzo ważna w praktyce zastosowań produkcyjnych?
Przykładowo przed naniesieniem lakieru na cześć metalową musi nastąpić sprawdzenie wartości napięcia powierzchniowego. W przypadku, gdyby znaj-dowała się ona poniżej wartości tego napięcia, wystąpiłoby perlenie lakieru na powierzchni metalu.
Podobnie przy nanoszeniu zachowują się kleje. Także tutaj następuje dobra przyczepność, kiedy napięcie powierzchniowe metalu znajduje się powyżej napięcia powierzchniowego kleju.
Co stanowi przyczynę zbyt niskiej wartości napięcia powierzchniowego na metalu?
Jak już wspomniano powyżej, w przypadku powierzchni metalowej chodzi w praktyce właściwie o warstwę tlenków i adsorpcyjną. Atomy tlenu i węgla są związane na powierzchni metalu. Pomiary mają wykazać, że odtłuszczona che-micznie powierzchnia metalowa (a ściślej powierzchnia tlenków metali i adsor-pcyjna) przyjmuje wartość napięcia powierzchniowego > 60 mN/m. W elemen-tach tłoczników, które z uwagi na proces technologiczny są zwilżane olejem a następnie czyszczone w odpowiednim urządzeniu dostępnym w handlu, na-stępuje przejście do wartości napięcia powierzchniowego wynoszącego około 38 mN/m, ale w pojedynczych przypadkach uzyskuje się nawet 44 mN/m (przed rozpoczęciem czyszczenia wartość napięcia powierzchniowego na elemencie tłocznika, w zależności od zastosowanego oleju, z reguły nie przekracza to 30 mN/m). Właśnie w przypadku części tłoczników i przed wszystkim w częś-ciach mających styczność z innymi występuje duża wartość napięcia powierz-chniowego (> 38mN/m), ponieważ to wskazuje na udział pozostałości resztek oleju na powierzchni metalu. Przez udział pozostałości oleju następuje zwięk-szenie oporności przejścia, co może być przyczyną zmniejszenia wydajności w procesie tłoczenia.
Dlaczego wiedza o napięciu powierzchniowym na metalu jest bardzo ważna w praktyce zastosowań produkcyjnych?
Przykładowo przed naniesieniem lakieru na cześć metalową musi nastąpić sprawdzenie wartości napięcia powierzchniowego. W przypadku, gdyby znaj-dowała się ona poniżej wartości tego napięcia, wystąpiłoby perlenie lakieru na powierzchni metalu.
Podobnie przy nanoszeniu zachowują się kleje. Także tutaj następuje dobra przyczepność, kiedy napięcie powierzchniowe metalu znajduje się powyżej napięcia powierzchniowego kleju.
Co stanowi przyczynę zbyt niskiej wartości napięcia powierzchniowego na metalu?
Jak już wspomniano powyżej, w przypadku powierzchni metalowej chodzi w praktyce właściwie o warstwę tlenków i adsorpcyjną. Atomy tlenu i węgla są związane na powierzchni metalu. Pomiary mają wykazać, że odtłuszczona che-micznie powierzchnia metalowa (a ściślej powierzchnia tlenków metali i adsor-pcyjna) przyjmuje wartość napięcia powierzchniowego > 60 mN/m. W elemen-tach tłoczników, które z uwagi na proces technologiczny są zwilżane olejem a następnie czyszczone w odpowiednim urządzeniu dostępnym w handlu, na-stępuje przejście do wartości napięcia powierzchniowego wynoszącego około 38 mN/m, ale w pojedynczych przypadkach uzyskuje się nawet 44 mN/m (przed rozpoczęciem czyszczenia wartość napięcia powierzchniowego na elemencie tłocznika, w zależności od zastosowanego oleju, z reguły nie przekracza to 30 mN/m). Właśnie w przypadku części tłoczników i przed wszystkim w częś-ciach mających styczność z innymi występuje duża wartość napięcia powierz-chniowego (> 38mN/m), ponieważ to wskazuje na udział pozostałości resztek oleju na powierzchni metalu. Przez udział pozostałości oleju następuje zwięk-szenie oporności przejścia, co może być przyczyną zmniejszenia wydajności w procesie tłoczenia.
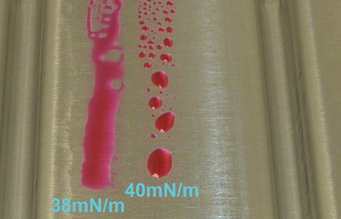 |
Za pomocą dwóch tuszy testo-wych (38 mN/m oraz 40 mN/m) można wykazać, że w przypadku powierzchni stykowej wartość napięcia powierzchniowego przebiega w granicach 38mN/m a 40mN/m |
Przy zastosowaniu tuszu testowego 40 mN/m nie występuje prawidłowe zwil-żanie, kąt Θ odbiega zacznie od 0°, podczas gdy przy wartości 38 mN/m uzyski-wano prawie właściwe rozprzestrzenianie się.
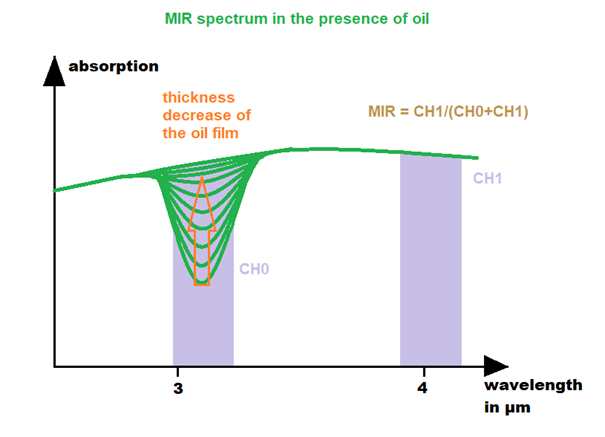
Na następującym wykresie przedstawione jest schematycznie, w jaki sposób na skutek zwiększającej się grubości warstwy oleju zmniejsza się powierzchnia sty-ku (tutaj jest sprawdzane to przy zastosowaniu tego samego tuszu testowego):
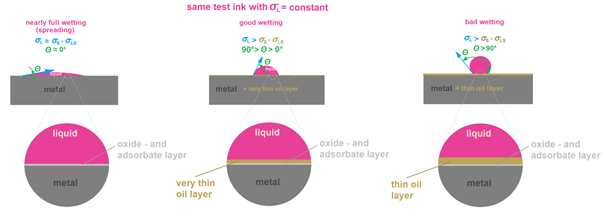
Zwilżanie powierzchni styku zmniejsza się wraz z rosnącą grubością warstwy oleju.
W celu ustalenia napięcia powierzchniowego powierzchni styku stosowany jest szereg tuszy testowych o różnym napięciu powierzchniowym. Jeżeli napięcie powierzchniowe części stykowej posiada przy tym wartość co najmniej 38 mN/m, można rozpocząć proces badania przykładowo z tuszem testowym o takiej samej wartości napięcia powierzchniowego: tusz 38 mN/m powoduje zwilżanie, tusz 40 mN/m nie zwilża prawidłowo, tusz 42 mN/m perli się na powierzchni styku.
.

Metoda tuszu testowego jest najprostszą i w praktyce szybką w realizacji pro-cedurą kontroli, która może być wykorzystywana do sprawdzania metodą wyrywkową. Wskazanym byłoby jednakże uzyskanie w bezpośredni sposób informacji o grubości warstwy pozostałości oleju, co w przeszłości w praktyce okazywało się bardzo trudnym zadaniem. W międzyczasie pozytywną ocenę w środowisku przemysłowym uzyskał proces (metoda tuszu testowego) kontroli obecności cieńszych warstw oleju.
Na czym polega kontrola Inline cienkich warstw olejowych?
W metodzie tuszu testowego chodzi o sposób postępowania jak w przypadku kontroli wyrywkowej, w której do badania losowo pobierane są z produkcji próbki styków lub elementy konstrukcyjne i na tej podstawie oceniana jest ja-kość całej partii. W coraz większym stopniu dąży się jednakże do 100% kontroli wytwarzanych części, przez co proces pomiaru Inline jest brany coraz bardziej pod uwagę. Proces Inline powinien opierać się na metodzie tuszu testowego, dzięki czemu wartości pomiarowe uzyskiwane przez obydwa systemy (system Inline oraz system Offline (metoda tuszu testowego)) mogą być porównywane bez żadnego problemu. Celem jest dążenie do udostępnienia systemu pomiaro-wego Inline, który wskaże wartość napięcia powierzchniowego każdego ele-mentu.
W jaki sposób w rzeczywistości działa system kontroli obecności filmu olejowego Inline?
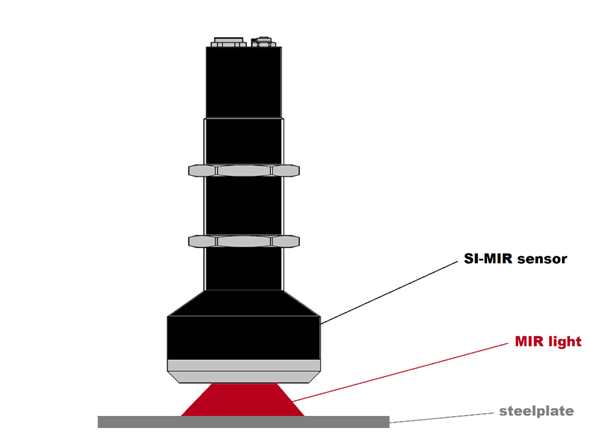
W przypadku systemu pomiarowego Inline chodzi w pierwszym rzędzie o przy-datność procesu mierzenia bezdotykowego. Jest sprawą oczywistą, że czas konieczny do ustalenia mierzonej wartości musi korelować z czasem doprowa-dzenia elementu. System pomiarowy powinien posiadać sztywną konstrukcję, być wytrzymały oraz dysponować kilkoma złączami szeregowymi, dzięki czemu dane pomiaru mogą być dostarczane w czasie rzeczywistym do nadrzędnego systemu kontroli lub do SPS. Przed dokonaniem wyboru właściwego przebiegu pomiaru została spektralnie przeanalizowana optycznie duża ilość olejów do tłoczenia i ciągnięcia spotykanych w handlu, poczynając od obszaru UVC (250 nm), a kończąc w zakresie MIR (5 µm). Okazało się przy tym, że okno pomiarowe pracuje optymalnie w spektralnym zakresie roboczym między 3 µm a 4 µm, ponieważ wszystkie przetestowane do tej pory oleje mogły być mierzo-ne zgodnie z tą procedurą. Jednakże różne oleje wykazują zróżnicowane silne zjawiska absorpcji w oknach spektralnych i dlatego należało wykonać indywi-dualne wzorcowanie z uwzględnieniem metody tuszu testowego, ponieważ mierzona wartość musiała zostać podana w mN/m. Porównawcza (znormalizo-wana) procedura dwóch zakresów spektralnych przedstawia wyniki pomiaru, w którym właściwości odbijania promieni powierzchni stykowej mogą być w dużym stopniu kompensowane. Na następujących szkicach przedstawiony jest zasadniczy sposób pracy układu sensorycznego MIR:
 |
 |
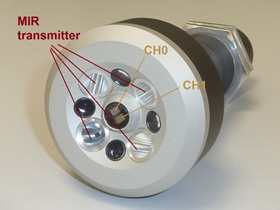
Szerokopasmowe nadajniki MIR obejmują obydwa okna pomiarowe CH0 i CH1 w wymaganym zakresie widmowym. Część światła odbitego od powierzchni metalu trafia do obydwóch okien pomiarowych. Jedno z nich (CH0) reaguje na film olejowy, podczas gdy drugie (CH1) prawie nie wykazuje jego obecności (okno odniesienia). Przy pomocy znormalizowanej analizy otrzymuje się war-tość mierzoną niezależną od intensywności:
MIR = CH1/(CH0+CH1)
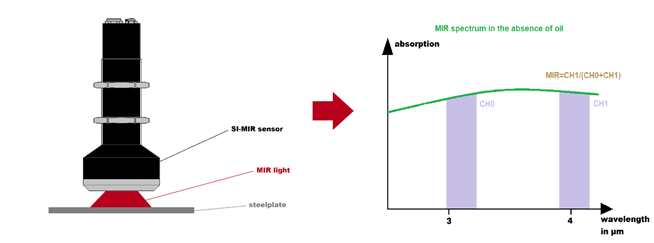
Na powyższej ilustracji na metalowej powierzchni nie znajduje się film olejowy. Obydwa okna pomiarowe emitują mniej więcej jednakowy poziom sygnału (wartość znormalizowana = MIRref). Na następującym szkicu poziom sygnału prawidłowo występuje w oknie CH0, co powoduje przesunięcie znormalizowanej wartości MIR.
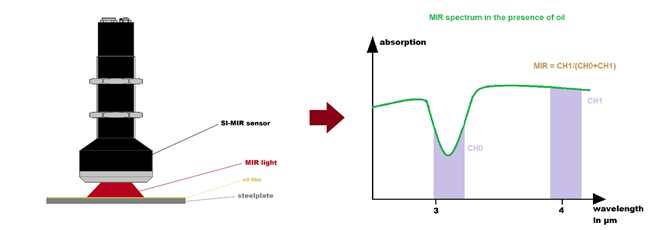
Im grubsza warstwa oleju, tym częściej występuje przerwanie sygnału w oknie CH0:
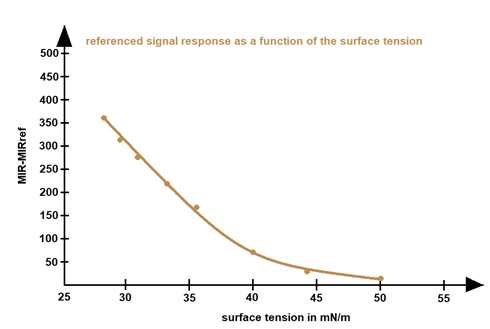
Aby na złącze szeregowe czujnika mogła zostać przekazana nieznormalizowana wartość (MIR) lecz wielkość napięcia powierzchniowego powierzchni metalowej z warstwą oleju, należy najpierw utworzyć związek odniesienia do metody tuszu testowego (wzorcowanie):
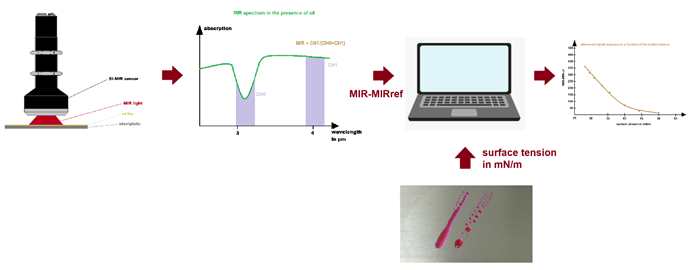
W tym celu należy odtłuścić przeznaczoną do badania i następnie za pomocą czujnika MIR ustalić znormalizowaną wartość referencyjną (MIRref) i metodą tuszu testowego wyznaczyć wartość napięcia powierzchniowego w mN/m. Następnie odtłuszczona część z metalu podlega takiej samej procedurze z tą różnicą, że w każdym przebiegu (wartość mierzona z obecnością oleju: MIR) zawsze nanoszona jest homogenicznie nieco bardziej spłaszczona warstwa oleju na odtłuszczony element (grubości warstw olejowych na podstawie doświad-czenia przesuwając się w granicach 100 nm - 5 µm). Zmierzone wartości (MIR-MIRref) są umieszczane w tabeli, która znajduje zastosowanie w trwałej pamięci czujnika do celów przeliczeniowych. W formie graficznej występuje następująca zależność: